Результаты исследования
Средние значение (Т) для каждой подгруппы, вычисляли по формуле:
![]() , (2.8)
, (2.8)
где n – объем подгруппы;
Х1, Х2…Х12 – измеряемые значения температуры, 0С.
Т1 = (97 + 93 + 97 + 93 + 97 + 93 + 96 + 93 + 97 + 93 + 97 + 94 + 96 + 93 + 95 + +96) / 16 = 95
Т2 = 95
Т3 = 94
Т4 = 95
Т5 = 96
х- карта:
Центральная линия: CL=х= 95;
Верхний контрольный предел: UCL=97;
Нижний контрольный предел: LCL= 93.
По результатам данных построим х-карты для каждого опыта.
 Рисунок 2 –Изменение температуры пастеризации в 1 опыте
Рисунок 2 –Изменение температуры пастеризации в 1 опыте

Рисунок 3 – Изменение температуры пастеризации во 2 опыте
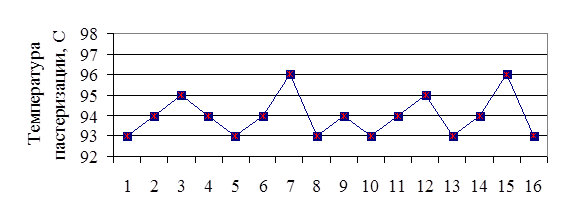
Рисунок 4 – Изменение температуры пастеризации в 3 опыте

Рисунок 5 - изменение температуры пастеризации в 4 опыте
 Рисунок 6 – Изменение температуры пастеризации в 5 опыте
Рисунок 6 – Изменение температуры пастеризации в 5 опыте
Вывод: По ходу технологического процесса изменение температуры пастеризации допустимо в пределах (93-97)0С. При контроле температуры в каждом опыте выходов за пределы не наблюдалось, поэтому процесс считается стабильным.
Параметры процессов на стадиях гомогенизации, пастеризации и охлаждения молочной смеси представлены в таблице 15.
Таблица 15 - Гомогенизация, пастеризация и охлаждение смеси
|
Номер опыта |
Гомогенизация |
Пастеризация |
Охлаждение смеси | ||||
|
Температура, °С |
Давление, МПа |
Температура, °С |
Время выдержки, сек |
БГКП в 10 см3 |
КМАФАнМ, КОЕ/см3 |
Температура охлождения, °С | |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Опыт 1 |
65 |
12 |
95 |
30 |
Не обнаружено |
180 |
39 |
|
Опыт 2 |
67 |
12 |
95 |
30 |
230 |
38 | |
|
Опыт 3 |
66 |
12 |
94 |
30 |
260 |
39 | |
|
Опыт 4 |
67 |
12 |
95 |
30 |
240 |
38 | |
|
Опыт 5 |
65 |
12 |
96 |
30 |
190 |
39 | |

